
טכנולוגיית ייצור מרגרינה
סיכום מנהלים
חברות מזון כיום, כמו עסקי ייצור אחרים, מתמקדות לא רק באמינות ובאיכות של ציוד עיבוד המזון, אלא גם בשירותים שונים שספק ציוד העיבוד יכול לספק. מלבד קווי העיבוד היעילים שאנו מספקים, אנו יכולים להיות שותפים משלב הרעיון או הפרויקט הראשוני ועד לשלב ההפעלה הסופי, שלא לשכוח את שירות לאחר המכירה החשוב.
לחברת Shiputec ניסיון של יותר מ-20 שנה בתעשיית עיבוד ואריזות המזון.
מבוא לטכנולוגיה שלנו
חזון ומחויבות
פלח Shiputec מתכנן, מייצר ומשווק פתרונות הנדסת תהליכים ואוטומציה לתעשיות החלב, המזון, המשקאות, הימיות, התרופות והטיפוח האישי באמצעות פעילותו הגלובלית.
אנו מחויבים לסייע ללקוחותינו בכל רחבי העולם לשפר את הביצועים והרווחיות של מפעלי הייצור והתהליכים שלהם. אנו משיגים זאת על ידי הצעת מגוון רחב של מוצרים ופתרונות, החל מרכיבים הנדסיים ועד לתכנון של מפעלי תהליך שלמים, הנתמכים על ידי יישומים מובילים בעולם ומומחיות בפיתוח.
אנו ממשיכים לעזור ללקוחותינו לייעל את הביצועים והרווחיות של המפעל שלהם לאורך כל חיי השירות שלו, עם שירותי תמיכה המותאמים לצרכיהם האישיים באמצעות רשת שירות לקוחות וחלקי חילוף מתואמת.
מיקוד לקוחות
חברת Shiputec מפתחת, מייצרת ומתקינה קווי עיבוד מודרניים, יעילים ואמינים עבור תעשיית המזון. לייצור מוצרי שומן גבישיים כמו מרגרינה, חמאה, ממרחים ושומנים, Shiputec מציעה פתרונות הכוללים גם קווי עיבוד למוצרי מזון אמולסיים כגון מיונז, רטבים ורטבים.
ייצור מרגרינה
מרגרינה ומוצרים נלווים מכילים פאזה מימית ופאזה שומנית ולכן ניתן לאפיין אותם כאמולסיות מים בשמן (W/O) שבהן פאזת המים מפוזרת דק כטיפות בשלב השומן הרציף. בהתאם ליישום המוצר, הרכב פאזת השומן ותהליך הייצור נבחרים בהתאם.
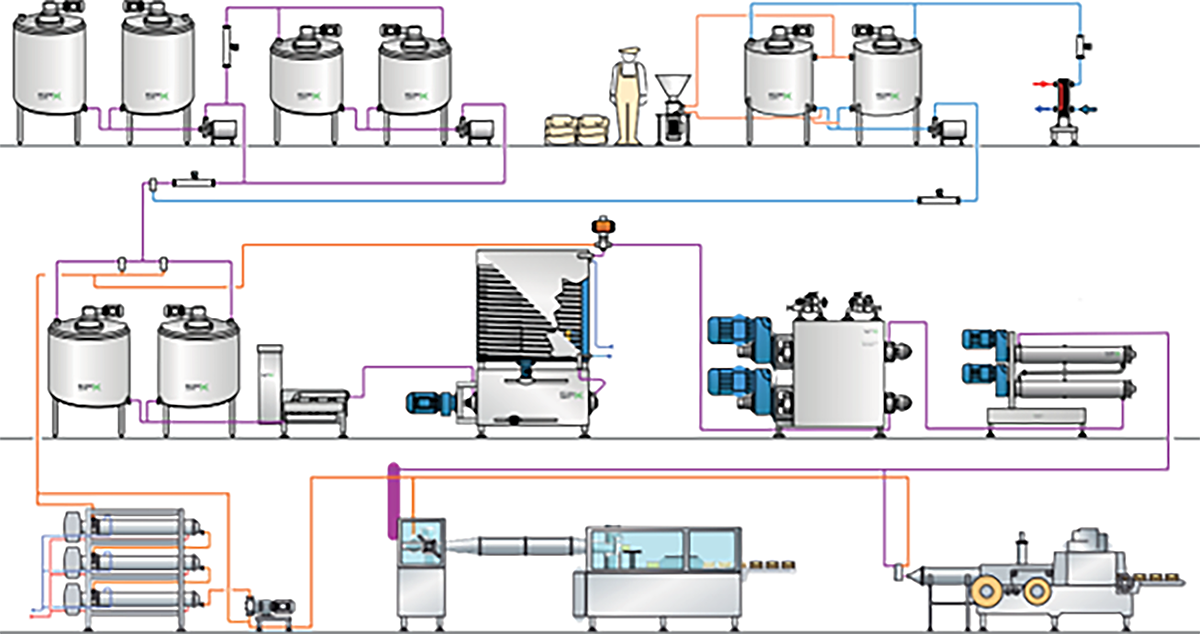
מלבד ציוד הגיבוש, מתקן ייצור מודרני למרגרינה ומוצרים נלווים יכלול בדרך כלל מיכלים שונים לאחסון שמן וכן להכנת מתחלב, פאזה מים ואמולסיה; גודל ומספר המיכלים מחושבים על סמך קיבולת המפעל ותיק המוצרים. המתקן כולל גם יחידת פסטור ומתקן התכה מחדש. לפיכך, ניתן לחלק את תהליך הייצור באופן כללי לתת-התהליכים הבאים (ראה תרשים 1):

הכנת פאזת המים ופאזת השומן (אזור 1)
פאזת המים מוכנה לעיתים קרובות בשלבים במיכל פאזת המים. המים צריכים להיות באיכות שתייה טובה. אם לא ניתן להבטיח את איכות מי השתייה, ניתן לעבור טיפול מקדים למים באמצעות, למשל, קרינת UV או מערכת סינון.
מלבד המים, שלב המים יכול להכיל מלח או מי מלח, חלבוני חלב (מרגרינה שולחן וממרחים דלי שומן), סוכר (בצק עלים), מייצבים (ממרחים דלי שומן ודלי שומן), חומרים משמרים וחומרי טעם וריח מסיסים במים.
המרכיבים העיקריים בשלב השומן, תערובת השומן, מורכבים בדרך כלל מתערובת של שומנים ושמנים שונים. על מנת להשיג מרגרינה בעלת המאפיינים והפונקציונליות הרצויים, יחס השומנים והשמנים בתערובת השומן הוא מכריע לביצועי המוצר הסופי.
השומנים והשמנים השונים, בין אם כתערובת שומנים או כשמנים בודדים, מאוחסנים במיכלי אחסון שמן הממוקמים בדרך כלל מחוץ למתקן הייצור. אלה נשמרים בטמפרטורת אחסון יציבה מעל נקודת ההיתוך של השומן ותחת ערבוב על מנת למנוע פירוק של השומן ולאפשר טיפול קל.
מלבד תערובת השומן, פאזת השומן מורכבת בדרך כלל מרכיבים מסיסים בשומן מינוריים כגון מתחלב, לציטין, חומרי טעם, צבע ונוגדי חמצון. מרכיבים מינוריים אלה מומסים בתערובת השומן לפני הוספת פאזת המים, כלומר לפני תהליך האמולסיה.
הכנת אמולסיה (אזור 2)

האמולסיה מוכנה על ידי העברת שמנים ושומנים שונים או תערובות שומן למיכל האמולסיה. בדרך כלל, מוסיפים תחילה את השומנים בעלי ההמסה הגבוהה או תערובות השומן, ולאחר מכן את השומנים בעלי ההמסה הנמוכה יותר ואת השמן הנוזלי. להשלמת הכנת פאזת השומן, מוסיפים לתערובת השומן את האמולסיפייר ומרכיבים משניים אחרים המסיסים בשמן. לאחר שכל המרכיבים של פאזת השומן עורבבו כראוי, מוסיפים את פאזת המים והאמולסיה נוצרת תחת ערבוב אינטנסיבי אך מבוקר.
ניתן להשתמש במערכות שונות למדידת המרכיבים השונים לאמולסיה, שתיים מהן פועלות לפי אצווה:
מערכת מד זרימה
מערכת מיכל שקילה
מערכת אמולסיה רציפה בקו היא פתרון פחות מועדף אך נפוץ, למשל בקווי ייצור בעלי קיבולת גבוהה, שבהם יש מקום מוגבל למיכלי אמולסיה. מערכת זו משתמשת במשאבות מינון ובמדדי זרימת מסה כדי לשלוט ביחס הפאזות הנוספות למיכל אמולסיה קטן.
ניתן לשלוט באופן אוטומטי לחלוטין במערכות שהוזכרו לעיל. עם זאת, בחלק מהמפעלים הישנים יותר עדיין יש מערכות להכנת אמולסיה הנשלטות ידנית, אך אלו דורשות עבודה רבה ולא מומלץ להתקין אותן כיום עקב כללי המעקב המחמירים.
מערכת מדי הזרימה מבוססת על הכנת אמולסיה לפי אצווה, שבה נמדדים הפאזות והמרכיבים השונים באמצעות מדי זרימת מסה בעת העברתם ממיכלי הכנת הפאזות השונים למיכל האמולסיה. דיוק המערכת הוא +/-0.3%. מערכת זו מאופיינת בחוסר רגישותה להשפעות חיצוניות כמו רעידות ולכלוך.
מערכת מיכל השקילה דומה למערכת מדי זרימה המבוססת על הכנת אמולסיה לפי אצווה. כאן כמויות המרכיבים והפאזות מתווספות ישירות למיכל האמולסיה, המותקן על תאי עומס השולטים בכמויות שנוספו למיכל.
בדרך כלל, מערכת של שני מיכלים משמשת להכנת האמולסיה על מנת שניתן יהיה להפעיל את קו הגיבוש באופן רציף. כל מיכל פועל כמיכל הכנה וחוצץ (מיכל אמולסיה), כך שקו הגיבוש יוזן ממיכל אחד בעוד אצווה חדשה תוכן בשני ולהיפך. זה נקרא מערכת flip-flop.
תמיסה שבה האמולסיה מוכנה במיכל אחד וכאשר היא מוכנה מועברת למיכל בופר, משם מוזן קו הגיבוש, היא גם אופציה. מערכת זו נקראת מערכת premix/buffer.
פסטור (אזור 3)

ממיכל הבופר, האמולסיה נשאבת בדרך כלל ברציפות דרך מחליף חום פלטות (PHE) או מחליף חום משטח גירוד בלחץ נמוך (SSHE), או SSHE בלחץ גבוה לצורך פסטור לפני הכניסה לקו הגיבוש.
עבור מוצרים מלאי שומן, משתמשים בדרך כלל ב-PHE. עבור גרסאות דלות שומן שבהן האמולסיה צפויה להציג צמיגות גבוהה יחסית, ועבור אמולסיות רגישות לחום (למשל, אמולסיות עם תכולת חלבון גבוהה), מומלצת מערכת SPX כתמיסה בלחץ נמוך או SPX-PLUS כתמיסה בלחץ גבוה.
לתהליך הפסטור מספר יתרונות. הוא מבטיח עיכוב של גדילת חיידקים וגדילת מיקרואורגניזמים אחרים, ובכך משפר את היציבות המיקרוביולוגית של האמולסיה. פסטור של הפאזה המיתרית בלבד הוא אפשרות, אך פסטור של האמולסיה המלאה עדיף מכיוון שתהליך הפסטור של האמולסיה יקצר את זמן השהייה מהמוצר המפוסטר ועד למילוי או אריזה של המוצר הסופי. כמו כן, המוצר מטופל בתהליך מקוון מפסטור ועד למילוי או אריזה של המוצר הסופי, ופסטור של כל חומר עיבוד חוזר מובטח כאשר האמולסיה המלאה עוברת פסטור.
בנוסף, פסטור של האמולסיה המלאה מבטיח שהאמולסיה מוזנת לקו הגיבוש בטמפרטורה קבועה תוך השגת פרמטרי עיבוד, טמפרטורות מוצר ומרקם מוצר קבועים. בנוסף, הופעת אמולסיה טרום-גיבושת המוזנת לציוד הגיבוש נמנעת כאשר האמולסיה מפוסטרת כראוי ומוזנת למשאבת לחץ גבוה בטמפרטורה הגבוהה ב-5-10 מעלות צלזיוס מנקודת ההיתוך של פאזת השומן.
תהליך פסטור טיפוסי יכלול, לאחר הכנת האמולסיה בטמפרטורה של 45-55 מעלות צלזיוס, חימום והחזקה של האמולסיה בטמפרטורה של 75-85 מעלות צלזיוס למשך 16 שניות ולאחר מכן קירור לטמפרטורה של 45-55 מעלות צלזיוס. טמפרטורת הסופית תלויה בנקודת ההיתוך של פאזת השומן: ככל שנקודת ההיתוך גבוהה יותר, כך הטמפרטורה גבוהה יותר.
קירור, התגבשות ולישה (אזור 4)
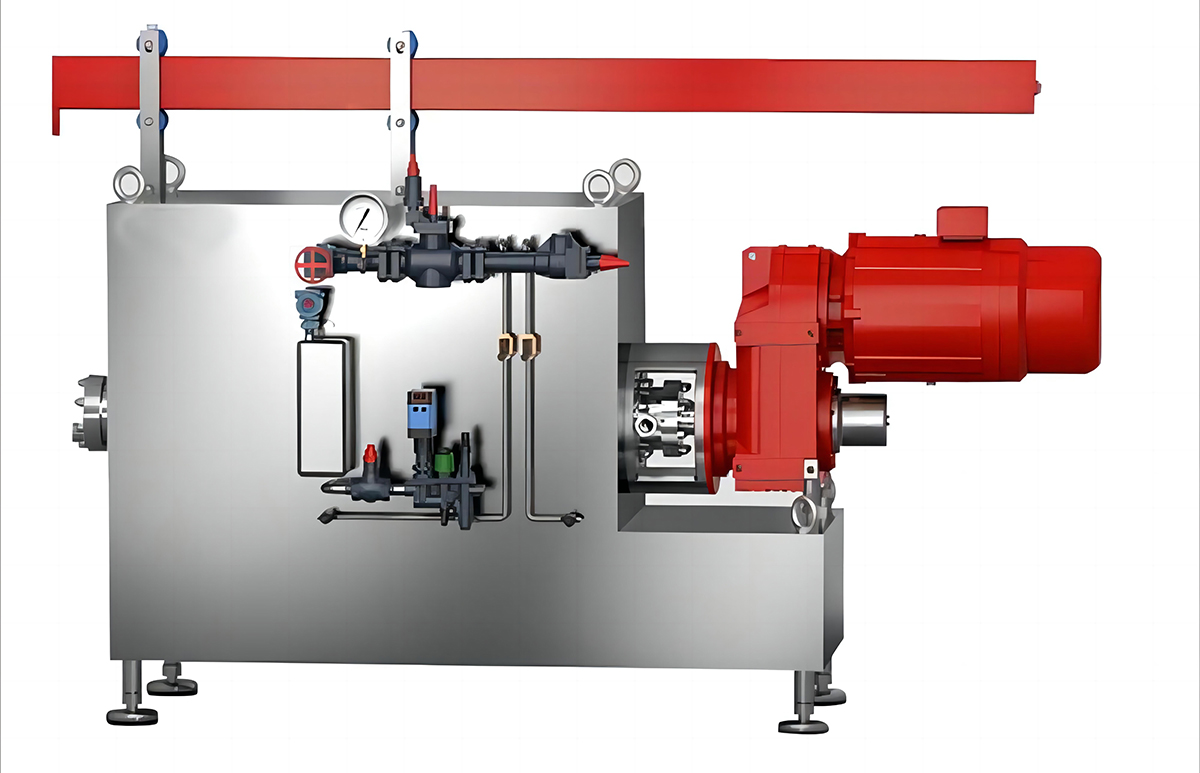
האמולסיה נשאבת לקו הגיבוש באמצעות משאבת בוכנה בלחץ גבוה (HPP). קו הגיבוש לייצור מרגרינה ומוצרים נלווים מורכב בדרך כלל מ-SSHE בלחץ גבוה המקורר על ידי מדיית קירור מסוג אמוניה או פריאון. מכונת/ות רוטור פינים ו/או מגבשים ביניים כלולים לעתים קרובות בקו על מנת להוסיף עוצמת לישה וזמן נוספים לייצור מוצרי פלסטיק. צינור מנוחה הוא השלב הסופי של קו הגיבוש והוא כלול רק אם המוצר ארוז.
לב קו ההתגבשות הוא SSHE בלחץ גבוה, שבו האמולסיה החמה מקוררת סופר ומתגבשת על המשטח הפנימי של צינור הקירור. האמולסיה מגרדת ביעילות על ידי מגרדים מסתובבים, וכך האמולסיה מקוררת ונלעסה בו זמנית. כאשר השומן באמולסיה מתגבש, גבישי השומן יוצרים רשת תלת-ממדית הלוכדת את טיפות המים ואת השמן הנוזלי, וכתוצאה מכך נוצרים מוצרים בעלי תכונות של אופי פלסטי חצי-מוצק.
בהתאם לסוג המוצר המיועד לייצר ולסוג השומנים המשמשים למוצר הספציפי, ניתן להתאים את תצורת קו הגיבוש (כלומר, סדר צינורות הקירור ומכונות הרוטור של הפינים) כדי לספק את התצורה האופטימלית עבור המוצר הספציפי.
מכיוון שקו הגיבוש מייצר בדרך כלל יותר ממוצר שומן ספציפי אחד, מערכת ה-SSHE מורכבת לרוב משני מקטעי קירור או צינורות קירור או יותר על מנת לעמוד בדרישות לקו גיבוש גמיש. בעת ייצור מוצרי שומן מגובשים שונים מתערובות שומן שונות, נדרשת גמישות מכיוון שמאפייני הגיבוש של התערובות עשויים להיות שונים מתערובת אחת לאחרת.
תהליך הגיבוש, תנאי העיבוד ופרמטרי העיבוד משפיעים רבות על מאפייני מוצרי המרגרינה והממרח הסופיים. בעת תכנון קו גיבוש, חשוב לזהות את מאפייני המוצרים המתוכננים להיות מיוצרים בקו. כדי להבטיח את ההשקעה לעתיד, יש צורך בגמישות הקו וכן בפרמטרי עיבוד הניתנים לשליטה באופן אינדיבידואלי, מכיוון שמגוון המוצרים הרלוונטיים עשוי להשתנות עם הזמן כמו גם חומרי הגלם.
קיבולת הקו נקבעת על ידי משטח הקירור הזמין של מערכת הקירור האלקטרונית (SSHE). מכונות בגדלים שונים זמינות, החל מקווי קיבולת נמוכה ועד גבוהה. כמו כן, זמינות דרגות גמישות שונות, החל מציוד בצינור יחיד ועד לקווי צינורות מרובים, ולכן קווי עיבוד גמישים ביותר.
לאחר קירור המוצר ב-SSHE, הוא נכנס למכונת הרוטור של הפינים ו/או למכונות גיבוש ביניים, שם הוא נושם למשך פרק זמן מסוים ובעוצמה מסוימת, על מנת לסייע בקידום הרשת התלת-ממדית, אשר ברמה המקרוסקופית היא המבנה הפלסטי. אם המוצר מיועד להיות מופץ כמוצר עטוף, הוא ייכנס שוב ל-SSHE לפני שישקע בצינור המנוחה לפני העטיפה. אם המוצר ממולא בכוסות, צינור מנוחה לא כלול בקו הגיבוש.

אריזה, מילוי והתכה מחדש (אזור 5)

מכונות אריזה ומילוי שונות זמינות בשוק ולא יתוארו במאמר זה. עם זאת, מרקם המוצר שונה מאוד אם הוא מיוצר לאריזה או מילוי. ברור שמוצר ארוז חייב להציג מרקם מוצק יותר ממוצר ממולא, ואם מרקם זה אינו אופטימלי, המוצר יופנה למערכת ההיתוך מחדש, יוותך ויתווסף למיכל הבופר לעיבוד חוזר. קיימות מערכות התכה מחדש שונות, אך המערכות הנפוצות ביותר הן PHE או SSHE בלחץ נמוך.
אוטומציה
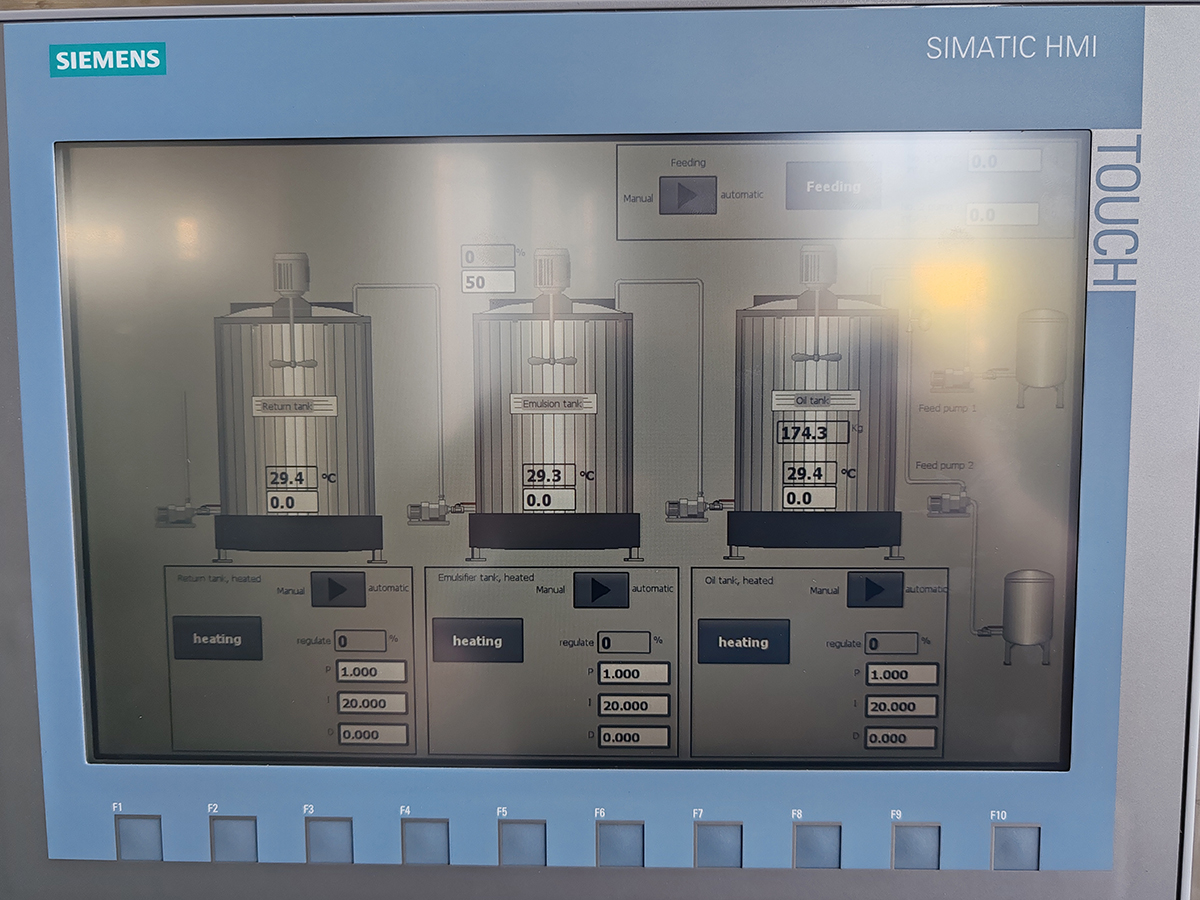
מרגרינה, כמו מוצרי מזון אחרים, מיוצרת כיום במפעלים רבים תחת הליכי מעקב מחמירים. נהלים אלה, בדרך כלל מכסים את המרכיבים, את הייצור ואת המוצר הסופי, מביאים לא רק לבטיחות מזון משופרת אלא גם לאיכות מזון קבועה. ניתן ליישם דרישות מעקב במערכת הבקרה של המפעל ומערכת הבקרה של Shiputec נועדה לשלוט, לתעד ולתעד תנאים ופרמטרים חשובים הנוגעים לתהליך הייצור המלא.
מערכת הבקרה מצוידת בהגנה בסיסמה וכוללת רישום נתונים היסטורי של כל הפרמטרים המעורבים בקו עיבוד המרגרינה, החל ממידע על המתכון ועד להערכת המוצר הסופי. רישום הנתונים כולל את הקיבולת והתפוקה של משאבת הלחץ הגבוה (ליטר/שעה ולחץ אחורי), טמפרטורות המוצר (כולל תהליך הפסטור) במהלך הגיבוש, טמפרטורות הקירור (או לחצי מדיית הקירור) של ה-SSHE, מהירות ה-SSHE ומכונות הרוטור הסיני, וכן עומס המנועים המפעילים את משאבת הלחץ הגבוה, ה-SSHE ומכונות הרוטור הסיני.
מערכת בקרה

במהלך העיבוד, יישלחו למפעיל אזעקות אם פרמטרי העיבוד של המוצר הספציפי חורגים מהמגבלות; אלה מוגדרים בעורך המתכונים לפני הייצור. יש לאשר אזעקות אלו באופן ידני ולבצע פעולות בהתאם לנהלים. כל האזעקות מאוחסנות במערכת אזעקות היסטורית לצפייה מאוחרת יותר. כאשר המוצר עוזב את קו הייצור בצורה ארוזה או מלאה כראוי, שם המוצר מסומן בדרך כלל בתאריך, שעה ומספר זיהוי אצווה למעקב מאוחר יותר. ההיסטוריה המלאה של כל שלבי הייצור המעורבים בתהליך הייצור מתויקת אפוא למען ביטחונם של היצרן והמשתמש הסופי, הצרכן.
CIP

מתקני ניקוי CIP (CIP = ניקוי במקום) הם גם חלק ממתקן מרגרינה מודרני מכיוון שיש לנקות את מתקני ייצור המרגרינה באופן קבוע. עבור מוצרי מרגרינה מסורתיים, מרווח ניקוי רגיל הוא פעם בשבוע. עם זאת, עבור מוצרים רגישים כמו מוצרים דלי שומן (תכולת מים גבוהה) ו/או מוצרים עתירי חלבון, מומלץ מרווחי זמן קצרים יותר בין ה-CIP.
באופן עקרוני, נעשה שימוש בשתי מערכות CIP: מתקני CIP המשתמשים בחומר הניקוי פעם אחת בלבד, או מתקני CIP מומלצים הפועלים באמצעות תמיסת בופר של חומר הניקוי, שבה חומרים כגון סודה קאוסטית, חומצה ו/או חומרי חיטוי מוחזרים למיכלי אחסון CIP בודדים לאחר השימוש. התהליך האחרון עדיף מכיוון שהוא מייצג פתרון ידידותי לסביבה וחסכוני מבחינת צריכת חומרי ניקוי, וכתוצאה מכך גם מבחינת עלותם.
במקרה בו מותקנים מספר קווי ייצור במפעל אחד, ניתן להקים מסלולי ניקוי מקבילים או מערכות CIP לווייניות. התוצאה היא הפחתה משמעותית בזמן הניקוי ובצריכת האנרגיה. הפרמטרים של תהליך ה-CIP נשלטים אוטומטית ונרשמים לצורך מעקב מאוחר יותר במערכת הבקרה.
הערות אחרונות
בעת ייצור מרגרינה ומוצרים נלווים, חשוב לזכור שלא רק המרכיבים כמו השמנים והשומנים שבהם נעשה שימוש או המתכון של המוצר קובעים את איכות המוצר הסופי, אלא גם תצורת המפעל, פרמטרי העיבוד ומצב המפעל. אם קו העיבוד או הציוד אינם מתוחזקים כראוי, קיים סיכון שהקו אינו מתפקד ביעילות. לכן, כדי לייצר מוצרים באיכות גבוהה, מפעל מתפקד היטב הוא חובה, אך בחירת תערובת שומנים בעלת מאפיינים התואמים את היישום הסופי של המוצר חשובה גם כן, כמו גם תצורה נכונה ובחירה נכונה של פרמטרי העיבוד של המפעל. לבסוף, אך לא פחות חשוב, המוצר הסופי צריך לעבור טיפול בטמפרטורה בהתאם לשימוש הסופי..
זמן פרסום: 19 בדצמבר 2023