
תהליך ייצור מרגרינה בסין יצרן
תהליך ייצור מרגרינה
סרטון הפקה:https://www.youtube.com/watch?v=Zar71w0TUzM
ייצור מרגרינה כולל שני שלבים: הכנת חומרי גלם, קירור ופלסטליזציה. הציוד העיקרי כולל מיכלי הכנה, משאבת HP, ווטטור (מחליף חום משטח מגורד), מכונת רוטור פינים, יחידת קירור, מכונת מילוי מרגרינה ועוד.
התהליך הראשון הוא ערבוב של פאזת השמן ופאזת המים, מדידה ותערובת אמולסיה של פאזת השמן ופאזת המים, על מנת להכין את הזנת החומר לתהליך השני. התהליך האחרון הוא קירור מתמשך, פלסטליזציה ואריזת המוצר.
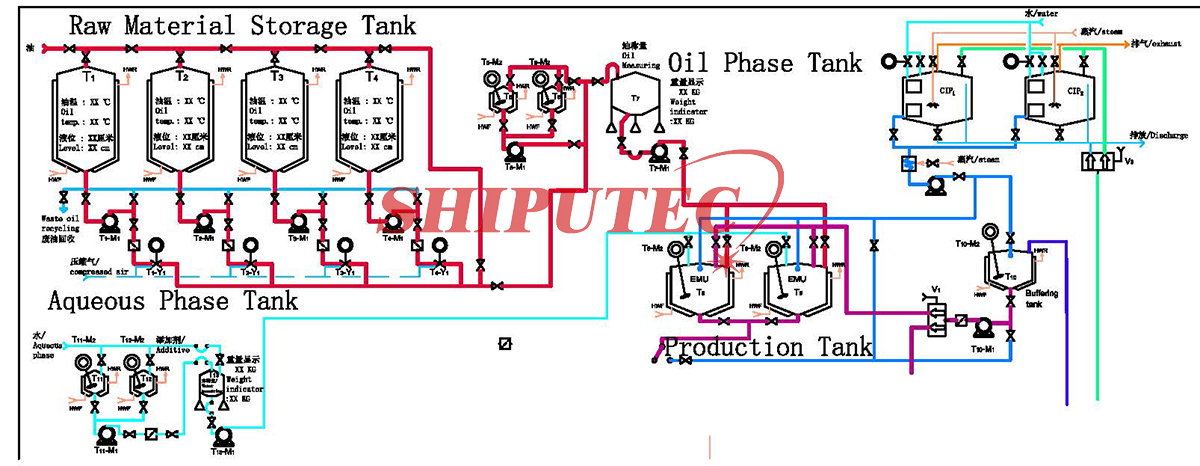
תהליך הכנת חומר הגלם של מרגרינה מוצג באיור 1:

- 1.החלב המותסס
יש להוסיף חלב לפורמולות מרגרינה, וחלב לאחר תסיסה על ידי חיידקי חומצה לקטית יכול לייצר טעם דומה של שמנת טבעית, כך שהמפעל מערבב חלב ומים מותססים.
- 2.ערבוב מים
המים והתוספים המסיסים במים בנוסחה של מרגרינה, כגון חלב מותסס, מלח, חומרים משמרים וכו', מוסיפים לערבוב פאזת המים ולמיכל המדידה ביחס שנקבע, תוך ערבוב וערבוב, כך שמרכיבי פאזת המים מתמוססים לתמיסה אחידה.
- 3.ערבוב פאזות שמן
שמן גולמי בעל מפרטים שונים מעורבב תחילה במיכל ערבוב השמן בהתאם לפרופורציה שנקבעה, ולאחר מכן מוסיפים לשלב השמן את התוספים המסיסים בשמן, כגון מתחלב, נוגד חמצון, פיגמנט מסיס בשמן, תאית מסיסה בשמן וכו', בהתאם לפרופורציה, מעורבבים עם מיכל המדידה ומערבבים ליצירת שלב שמן אחיד.
- 4.האמולסיה
מטרת האמולסיה של מרגרינה היא לפזר את הפאזה המימית באופן שווה ויציב בפאזה השמנית, ומידת הפיזור של הפאזה המימית משפיעה רבות על איכות המוצר. מכיוון שטעם המרגרינה קשור קשר הדוק לגודל חלקיקי פאזה המים, התפשטות המיקרואורגניזמים מתבצעת בפאזה המים, גודל החיידקים הכללי הוא 1-5 מיקרון, כך שטיפות מים בטווח של 10-20 מיקרון או פחות יכולות להגביל את התפשטות החיידקים, כך שפיזור פאזה המים דק מדי וחלקיקי פאזה המים קטנים מדי יגרמו למרגרינה לאבד את טעמה; פיזור לא מספיק וחלקיקי פאזה המים גדולים מדי יגרום למרגרינה לפגוע במטמורפיזם. הקשר בין מידת פיזור הפאזה המימית במרגרינה לבין אופי המוצר הוא בערך כדלקמן:
| 水滴直径 ממד טיפת מים (微米 מיקרומטר) | 人造奶油性质 (טעם מרגרינה) |
| פחות מ-1 (כ-80-85% משלב המים) | כבד ופחות טעם |
| 30-40 (פחות מ-1% משלב המים) | טעם טוב, קל להירקב |
| 1-5 (כ-95% משלב המים) | טעם טוב, לא קל להירקב |
| 5-10 (כ-4% משלב המים) | |
| 10-20 (כ-1% משלב המים) |
ניתן לראות שפעולת האמולסיה צריכה להגיע לרמה מסוימת של דרישות פיזור.
מטרת ערבוב פאזת המים ופאזת השמן בנפרד ובאופן שווה עם הפאזה הקודמת היא להבטיח עקביות אחידה של האמולסיה כולה לאחר האמולסיה וערבוב של שתי פאזות השמן והמים. בעיית הפעולה של ערבוב האמולסיה היא 50-60 מעלות, כאשר פאזת המים מוסיפה לפאזת השמן הנמדדת, ובמהלך ערבוב מכני או ערבוב במחזור משאבה, פאזת המים מתפזרת לחלוטין בפאזת השמן, ויוצרת לטקס. עם זאת, לטקס נוזלי מסוג זה אינו יציב, ועצירת ערבוב עלולה לגרום לתופעת הפרדת שמן ומים במגרש המשחקים.
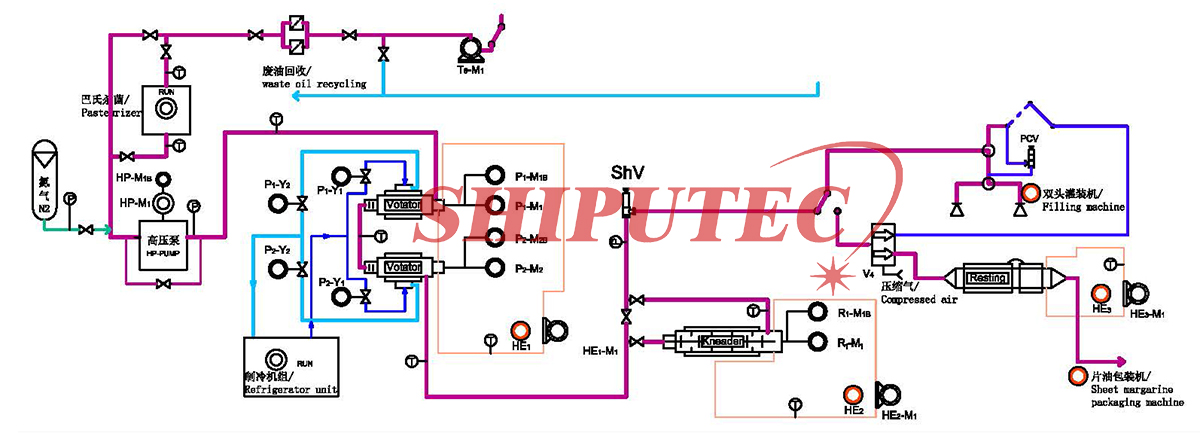
לאחר אספקת האמולסיה המעורבבת, מתבצע תהליך הקירור והפלסטליזציה עד לאריזת המוצר.
יש לקרר את האמולסיה ולהפוך אותה לפלסטלית כדי לייצר מוצר מרגרינה גמיש. כיום, משתמשים בעיקר במכשיר פלסטליזציה סגור ורציף, הכולל מחליף חום עם משטח מגורד (יחידה A), מכונת רוטור פינים או מכונת לישה (יחידה C) וצינור מנוחה (יחידה B). התהליך הטכנולוגי מוצג באיור 2:
סט ציוד זה כולל את המאפיינים הבאים:
1. פעולה רציפה בלחץ גבוה אטום לאוויר
האמולסיה המעורבבת מראש מוזנת לתוך גליל הקירור באמצעות משאבה בלחץ גבוה עבור הוואטור. לחץ גבוה יכול להתגבר על ההתנגדות בכל היחידה, בנוסף לפעולה בלחץ גבוה יכולה להפוך את המוצר לדק וחלק. פעולה סגורה יכולה למנוע כניסת אוויר ואוויר עקב קירור ועיבוי מים המעורבבים עם האמולסיה, להבטיח את דרישות בריאות המוצר ולהפחית אובדן קירור.
2. מרווה ואמולסיפיקציה
האמולסיה מקררת את האמולסיה במהירות בעזרת אמוניה או פריאון בתוך הוואטור, כך שייווצרו חלקיקים גבישיים קטנים, בדרך כלל בגודל 1-5 מיקרון, כך שהטעם עדין. בנוסף, המגרד על הציר המסתובב בוואטור מחובר קשר הדוק לדופן הפנימית של הגליל, כך שהמגרד, בפעולה, יכול לא רק לגרד ברציפות את ההתגבשות הדבוקה לדופן הפנימית, אלא גם לגרום לאמולסיה להתפזר כדי לעמוד בדרישות האמולסיה של הטון.
3. לישה והסרה של עיבוי (מכונת רוטור פינים)
למרות שהאמולסיה שקוררה על ידי הוואטור החלה להתגבש, היא עדיין צריכה לצמוח לאורך זמן. אם נותנים לאמולסיה להתגבש במנוחה, תיווצר רשת של גבישי ליפידים מוצקים. התוצאה היא שהאמולסיה המקוררת תיצור מסה קשה מאוד ללא פלסטיות. לכן, על מנת להשיג מוצרי מרגרינה בעלי פלסטיות מסוימת, יש לשבור את מבנה הרשת באמצעים מכניים לפני שהאמולסיה יוצרת את מבנה הרשת הכולל, על מנת להשיג את האפקט של הפחתת העיבוי. לישה והסרת עיבוי מתבצעים בעיקר במכונת רוטור פינים.
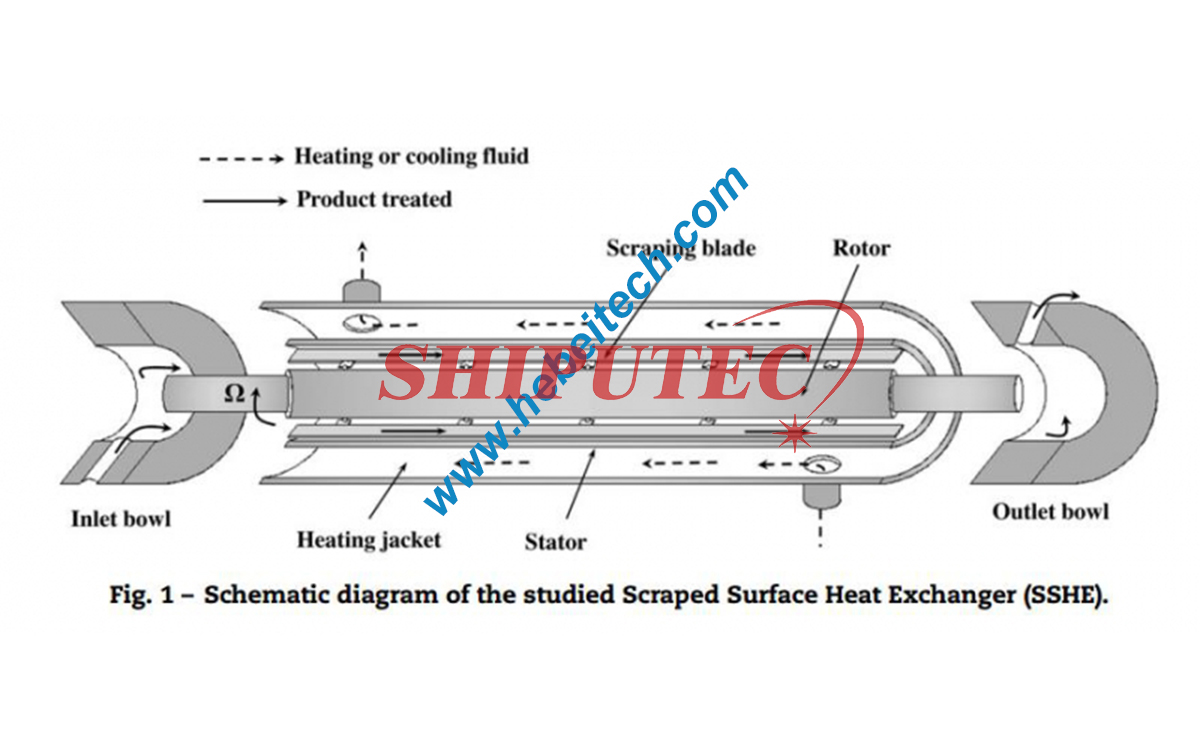
יחידה A (וואטטור) היא למעשה מכשיר קירור מסוג מגרד. האמולסיה מונעת לתוך יחידה A הסגורה (וואטטור) באמצעות משאבה בלחץ גבוה. החומר עובר דרך התעלה שבין גליל הקירור לציר המסתובב, וטמפרטורת החומר יורדת במהירות על ידי כיבוי מדיום הקירור. שתי שורות של מגרדים מסודרות על פני הציר. הגבישים הנוצרים על פני השטח הפנימיים של הוואטטור נגרדים על ידי המגרד המסתובב במהירות גבוהה כדי לחשוף תמיד את משטח הקירור החדש ולשמור על העברת חום יעילה. ניתן לפזר את האמולסיה תחת פעולת המגרד. כאשר החומר עובר דרך יחידה A (וואטטור), הטמפרטורה יורדת ל-10-20 מעלות, שהיא נמוכה מנקודת ההיתוך של השמן. למרות שהשמן מתחיל להתגבש, הוא עדיין לא יצר מצב מוצק. בשלב זה, האמולסיה נמצאת במצב קירור והיא נוזל סמיך.
ציר הסיבוב של יחידה A (הוואטור) חלול. במהלך הפעולה, מים חמים בטמפרטורה של 50-60 מעלות נשפכים למרכז ציר הסיבוב כדי למנוע התגבשות שנקשרה והתקשה על הציר ולגרום לחסימה.
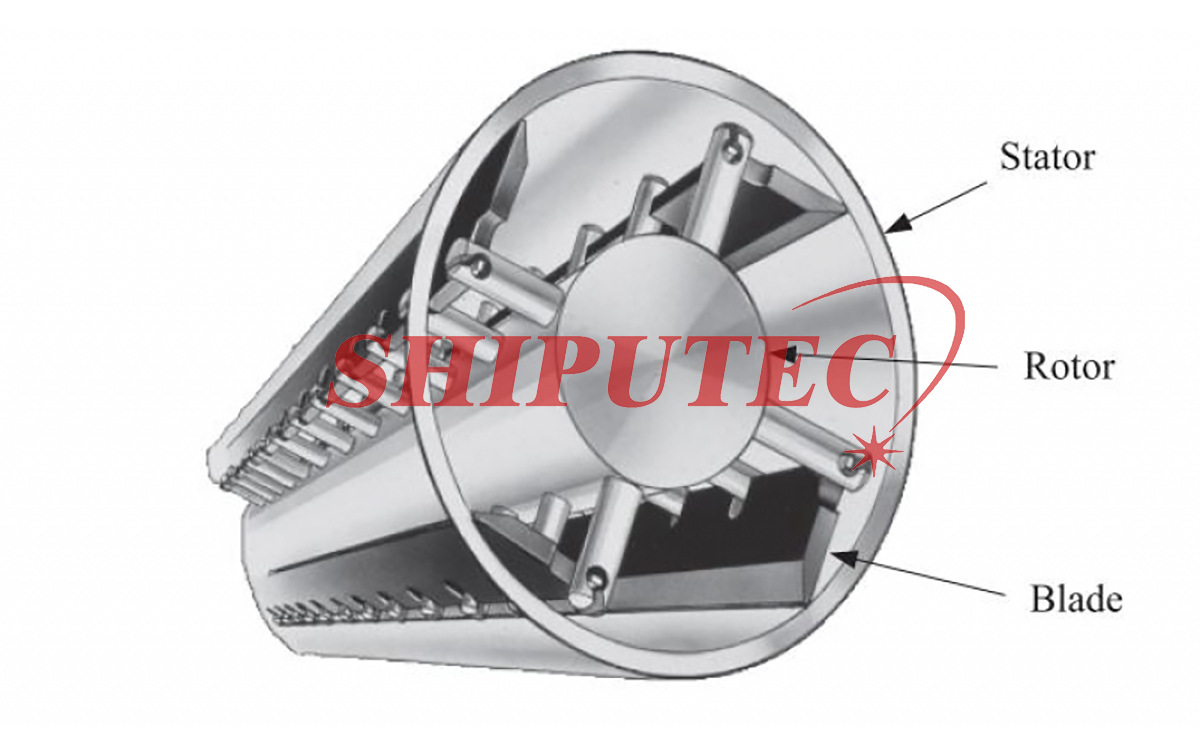
יחידה C (מכונת רוטור פינים) היא מכשיר לישה והסרה של עיבוי, כפי שמוצג באיור למעלה. שתי שורות של ברגי מתכת מותקנות על הציר המסתובב, ושורה של ברגי מתכת קבועים מותקנים על הדופן הפנימית של הגליל, המסודרים יחד עם ברגי המתכת על הציר ואינם נוגעים זה בזה. כאשר הציר מסתובב במהירות גבוהה, ברגי המתכת על הציר עוברים את הפער של ברגי המתכת הקבועים, והחומר נליש לחלוטין. בפעולה זו, הדבר יכול לקדם את צמיחת הגבישים, להרוס את מבנה רשת הגבישים, ליצור גבישים לא רציפים, להפחית את העקביות ולהגדיל את הפלסטיות.
יחידה C (מכונת רוטור פינים) מפעילה אפקט לישה חזק רק בלילה קר במיוחד, ולכן היא זקוקה רק לשמירה על חום ואינה זקוקה לקירור. כאשר חום הגיבוש משתחרר (כ-50 קילו-קלוריות/ק"ג) והחום הנוצר מחיכוך הלישה, טמפרטורת הפריקה של יחידה C (מכונת רוטור פינים) גבוהה מטמפרטורת ההזנה. בשלב זה, הגיבוש הושלם בכ-70%, אך הוא עדיין רך. התוצר הסופי משתחרר דרך שסתום השיחול, והוא מתקשה לאחר זמן מסוים.
לאחר שהמרגרינה נשלחת מיחידת C (מכונת רוטור פינים), יש צורך לטפל בה בחום בטמפרטורה מסוימת. בדרך כלל, המוצר ממוקם בטמפרטורה של 10 מעלות מתחת לנקודת ההיתוך למשך יותר מ-48 שעות. טיפול זה נקרא הבשלה. ניתן לשלוח את המוצר המבושל ישירות למפעל עיבוד המזון לשימוש.
הזמנת אתר






